B20 10号機の加工 其の13
0297 可動式補助椅子
0296 手ブレーキハンドル逃げ
加工ご依頼の”X”様と相談の結果、キャブ内部をかなり作り込む事に致しました。具体的にはキャブ前後の妻板に内張りを付ける(窓ガラス取り付け対応)、後ろ妻板の上下取り付けWアングル取り付け、キャブサイドのアングル取り付け、石炭取り出し口取り付け、手ブレーキ取り付け→後ろ妻板にハンドルの逃げ穴表現、椅子取り付けが予定になっています。
Wアングル
車体各部に使用のアングル

実物の画像
X様撮影

補助椅子を所定の位置に取り付けて、キャブ後妻板の加工は終わりです。

これからの半田付け作業による、ズレ・浮きの防止で0,3ミリ径の線でカシメて置きます。
→
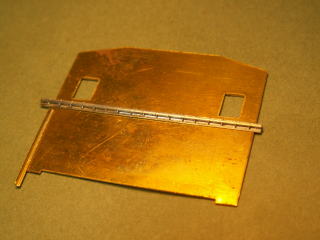
0290 後部妻上下仕切り部Wアングル
外周を切り抜きました。未だ仕上げていません
0289 0,6×0,6×14ミリアングル



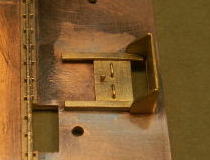
0295 手ブレーキ装置
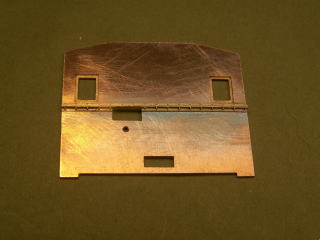
0294 石炭取り出し口



前後の妻板にある”プレス”のカエリ等をとって置きます。

内張り板(ここでは0,2tリン青銅板)に妻板の窓位置をケガきます。(妻板の窓をガイドにして、ケガキ針で)

ケガキせんの外側に任意の寸法でケガキ線を書きます。(概ね0,6〜7ミリ)

糸鋸の休み穴と、初めに糸鋸を通す穴をあけます。

切断後やすりで仕上げます。

妻板の窓との間隔を合わせて、何らかの方法で保持します。図は常時”閉”のピンセットです。

左記のピンセット等で保持したまま、表側を1箇所仮止めして良かったら、もう1箇所仮止めします。撮影のためピンセットは外しています。

全周全てに半田を流します。



外周を仕上げました。

0290 Wアングルをパーツの寸法のまま半田付けします。
↑
↓
11,3ミリ(参考値)

余分な半田を除去します。両側の余の部分を削除します。

0294 石炭取り出し口を付ける前に、パーツの開口部より若干広い穴をあけて置きます。
0296 手ブレーキハンドル逃げ取り付け用の穴もあけます。

石炭取り出し口を半田付けします。

余分な半田を除去します。

ブレーキハンドル逃げを裏側から半田付けします、此の時全周に確り半田を流して置きます。
仕上げておきます。

手ブレーキ装置の軸受け部分で、表で仮に止めて裏で確り半田付けします。

0297 補助椅子を組み立てます。椅子本体と受金具各々の各穴を、0,3のドリルで仕上げて置きます。
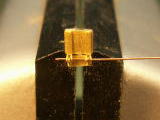
受金具のランナー部をバイスに咥え、椅子本体を指で穴位置を調整しながら、線材を通します。

線を長いまま半田付けします。

出来ました。


可動式です